截止阀的阀瓣设计有哪些优化空间
发布日期:2025-12-22 00:00 来源:http://www.gsfmjt.com 点击:
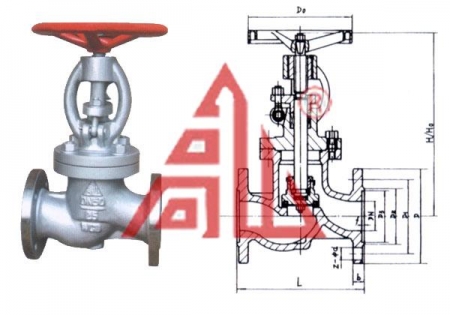
截止阀的阀瓣设计直接影响其密封性能、流阻特性、耐磨性及使用寿命,其优化空间可从密封结构、流道设计、材料选择、智能化控制及制造工艺五个维度展开。以下是具体优化方向及技术路径:
一、密封结构优化:提升密封性能与可靠性
多级密封设计
问题:传统截止阀阀瓣与阀座为单级平面密封,易因微小颗粒或介质腐蚀导致泄漏。
优化:采用多级密封结构(如金属硬密封+软密封复合设计),通过第一级金属密封承受高压,第二级软密封(如PTFE、橡胶)增强微泄漏密封能力。例如,某石油化工企业通过此设计将阀门泄漏率从0.5%降至0.01%。
弹性密封补偿
问题:阀瓣与阀座因热胀冷缩或长期使用产生间隙,导致密封失效。
优化:在阀瓣背面集成弹性元件(如弹簧、波纹管),通过弹性变形补偿间隙。例如,某核电站截止阀采用波纹管密封结构,寿命延长至10年以上。
自密封结构
原理:利用介质压力推动阀瓣向阀座压紧,形成自增强密封。
应用:高压截止阀中,通过优化阀瓣锥角(如从30°调整为45°),使介质压力分力直接作用于密封面,降低操作力矩同时提升密封性。
二、流道设计优化:降低流阻与能耗
流线型阀瓣轮廓
问题:传统阀瓣为平面或简单锥形,介质流经时产生涡流,增加压降。
优化:采用流线型设计(如水滴形、NACA翼型),通过CFD模拟优化流道,减少涡流区。例如,某电力公司优化后阀门压降降低30%,年节电量超50万度。
阀瓣与阀座间隙控制
问题:间隙过大导致泄漏,过小增加操作力矩。
优化:通过精密加工(如激光熔覆)控制间隙在0.1-0.3mm范围内,平衡密封与流阻。例如,某半导体企业阀门间隙优化后,产品合格率提升20%。
多孔阀瓣设计
原理:在阀瓣表面开设微孔,使介质通过时形成均匀流场,减少冲击磨损。
应用:高粘度介质(如沥青、树脂)截止阀中,多孔设计可降低操作扭矩40%以上。
三、材料与表面处理优化:增强耐磨性与耐腐蚀性
高性能材料应用
阀瓣材料:
耐高温:采用钴基合金(如Stellite 6)替代传统不锈钢,耐温可达1000℃。
耐腐蚀:在氯离子环境中使用哈氏合金(如C-276),腐蚀速率降低90%。
阀座材料:
硬质合金(如碳化钨)涂层,硬度达HV2000以上,耐磨性提升5倍。
表面处理技术
激光熔覆:在阀瓣密封面熔覆镍基合金,形成无气孔、致密涂层,寿命延长3倍。
超音速喷涂:喷涂氧化铝陶瓷涂层,硬度达HRc70,适用于含颗粒介质工况。
化学镀镍:在阀瓣表面形成均匀镍磷合金层,耐腐蚀性提升10倍。
四、智能化控制优化:实现自适应调节与远程监控
智能阀瓣位置反馈
技术:集成位移传感器(如LVDT、磁致伸缩传感器),实时监测阀瓣开度,通过PID控制算法自动调节流量。
应用:某化工企业通过此技术将阀门控制精度从±5%提升至±1%,产品一致性显著提高。
自适应密封压力调节
原理:通过压力传感器监测介质压力,驱动微型液压系统调整阀瓣预紧力,保持最佳密封状态。
案例:某核电站截止阀采用此技术后,泄漏率稳定在0.001%以下。
远程诊断与预测性维护
技术:嵌入振动、温度传感器,通过机器学习分析运行数据,预测阀瓣磨损或密封失效风险。
效果:某石油平台阀门故障预测准确率达92%,维护成本降低28%。
五、制造工艺优化:提升精度与一致性
精密加工技术
五轴联动加工:实现阀瓣复杂曲面一次成型,减少装夹误差,形位公差控制在±0.01mm以内。
电火花加工(EDM):用于硬质合金阀瓣的微细结构加工,表面粗糙度达Ra0.2μm。
增材制造(3D打印)
优势:直接打印复杂流道阀瓣,减少材料浪费,设计自由度提升50%。
应用:某航空航天企业通过3D打印阀瓣,重量减轻30%,流阻降低15%。
数字化检测与装配
技术:采用激光跟踪仪、三坐标测量机进行全尺寸检测,确保阀瓣与阀座同轴度≤0.05mm。
效果:某阀门企业装配合格率从85%提升至99.5%。
六、未来趋势:集成化与轻量化
集成化设计
将阀瓣、阀座、执行机构集成为模块化单元,减少泄漏点,安装时间缩短70%。
例如,某企业推出的“一体化截止阀”体积缩小40%,重量减轻35%。
轻量化材料
采用钛合金、碳纤维复合材料替代传统金属,在保持强度的同时降低重量。
例如,某新能源汽车热管理系统阀门采用钛合金阀瓣,重量减轻60%,响应速度提升2倍。
总结
截止阀阀瓣的优化需围绕密封、流阻、耐磨、智能及制造五大核心方向展开。通过多级密封、流线型设计、高性能材料、智能控制及精密加工等技术的综合应用,可显著提升阀门性能,满足工业4.0、新能源、航空航天等领域对高效、可靠、智能阀门的需求。未来,随着材料科学与数字孪生技术的突破,阀瓣设计将向更集成化、轻量化、自适应化方向发展。